

Closed loop technology is a new ultrasonic metal welding process. It results in highly precise welds with consistent result measurements.
Using a servo motor in place of the pneumatic cylinder as the primary actuator and coupling that motor with precision position encoders and force sensors, the closed loop control system combines the precise positioning of a servo motor with a force measurement load cell. This results in better process control and allows the customer to set tighter quality windows.
TECH-SONIC offers a wide range of closed-loop control products for wire splicing, high voltage cable, EV Battery, and spot welding with varying capabilities that will fit any application! Examples are the US-6020FW high voltage cable welding machine which has a welding range of 30mm2 to 95mm2 and the US-6020FWB busbar termination machine which can weld 6mm thick copper and aluminum busbar.

Here are several unique features of the CLC process:
Because closed-loop control (CLC) allows for varying the force on the sonotrode along with being able to set the appropriate vibrational amplitude during the weld, multi-step recipes are possible.
As an example, using active weld parameters, on average, employs a 5-step recipe to weld 60 layers of copper foils and requires less energy and lower power to perform the weld than a one-step recipe. The results show that it is possible to weld many foils with less power using Closed Loop Technology.
Similar to step one, the ultrasonics are stopped, the sonotrode is held in position, and the final height measurement is taken. Measuring at the beginning and the end results in the ability to detect missing, incorrect gauge, or damaged materials.
Because closed-loop control (CLC) produces highly precise and consistent measurements, there are advantages including:
Missing material detection on large cables. During the process of manufacturing large cables, the blade responsible for cutting and stripping might cut strands from the wire. This may affect both electrical and mechanical properties. This means a high degree of detection of any issues is crucial. With a closed-loop control system, the detection rate for missing material is as low as 5%, versus conventional ultrasonic welding in which the rate is closer to 10%.
Machines using the closed loop technology also feature a quality control tool. This allows for further monitoring and analysis of production results.
Closed-Loop Quality Control (CLQC) is a software application available for TECH-SONIC’s Closed-Loop Control (CLC) machines.
It offers unique features that can help the user identify issues, deviations, and trends during or after the manufacturing process. Operating on Windows 10, CLQC provides a user-friendly interface, with easily accessible buttons, graphs, and charts.
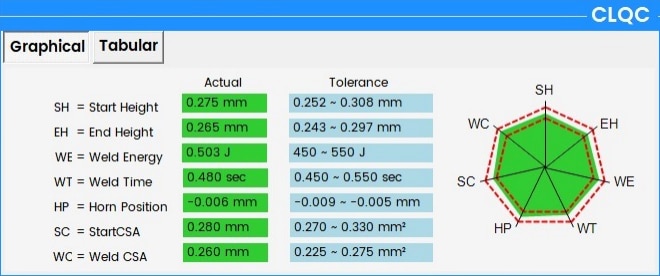
(Example of the display after a successful weld, all the monitoring windows and the results are easily readable through the green heptagon (which will turn red if the weld is outside the monitoring windows, or yellow if it’s on the limit of those). CLQC controls Start Height, End Height, Energy, Time, Horn Position, Start Cross-section area and End Cross-section area every single weld)
With CLQC, users have the unique ability to track the force applied through the weld. This feature is especially important on a CLC machine as the force varies during the weld cycle according to the programmed recipe. Additional data provided includes the height, the start of the sonotrode movement (sonics), and the total time of the weld cycle. The height data is measured on a micron-level resolution and time is displayed in milliseconds.
With the accuracy of its servo motors and precision sensors, closed loop technology produces highly consistent welds. The energy expended remains steady on every weld. An extremely low sigma value is one of the main factors for process capability.
Closed-loop control (CLC) uses less energy and lower power, resulting in a longer average lifetime of tooling and less damage to welded material.
In addition, before the sonotrode reaches the material, the speed of the downward movement slows, creating a soft landing. This soft landing prevents damage to the welded material. In addition, pre-conditioning the material results in less stress applied during each weld cycle.
Together, these factors translate into tooling lifetimes that are 2 to 3 times longer than average. This may vary based on the application.
We are always interested in trying new applications as ultrasonic metal welding has endless possibilities. Contact us today to learn more and inquire about our free sample testing.
| Cookie | Duration | Description |
|---|---|---|
| cookielawinfo-checkbox-analytics | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics". |
| cookielawinfo-checkbox-functional | 11 months | The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional". |
| cookielawinfo-checkbox-necessary | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary". |
| cookielawinfo-checkbox-others | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other. |
| cookielawinfo-checkbox-performance | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance". |
| viewed_cookie_policy | 11 months | The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data. |